阳江型材散热器需要联系,型材散热器和插片散热器
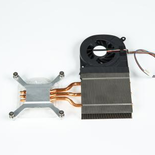
翅片拼凑:先制作翅片,然后将翅片的根部折叠在一起,压力加工后卡紧,片段紧密咬合成一个整体。这个过程可以随意制成总宽度.高翅片散热器。问题是片与片之间是分体的,导热阻大。导热性大大降低。 插入式类型:由底板和多个翅片组成。在底板的一侧铣削插槽,将翅片的一端插入插槽中,并将其卡紧。这种散热器只有少数铝板的顶部插入底板。当接触导热面积有,热阻会稍大。热阻参数的一致性也很差。
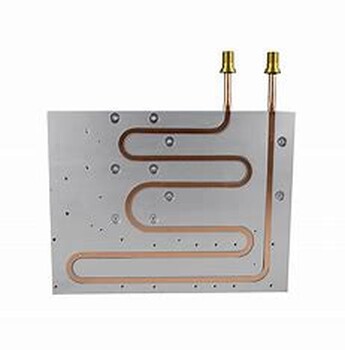
冷板(chillplate, Cold plate)是作为水冷散热系统对热影响很关键的一个部件,热设计的目的就是要在有限的空间内通过对产品流道的合理布置从而有效的降低冷板的热阻。布置流道就是要在客户的限制条件下如冷板的尺寸,流体的流量,流体特质Pump的P-Q,产品使用的环境等,满足散热性能。
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。
在产品首批测试的时候,由于无法知道产品确切的能抗多少压力,所以测试的时候不可一次性将产品内通入大的压力,可以逐步从低压(20%,50%测试压力)往产品内通入介质,保压3~5分钟,观察产品是否变形、泄露,后增加至测试压力,观察是否泄露变形,产品在无法抵抗压力爆裂前都会变形,可以通过量块检查平面度来检测。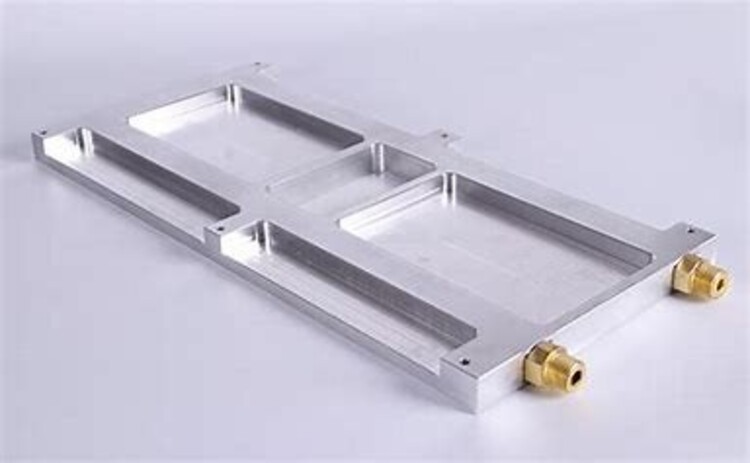
冷板材料上,目前业内主要采用的是铝合金,铜的导热效果更好,但成本要贵得多,所以不是主流方向,在非电池包领域有应用;对于提高导热界面的导热效率,主要是在导热界面材料TIM上做功夫,由之前的空气介质,到后来的导热垫,再到目前的导热胶,TIM的导热效果在不断提高。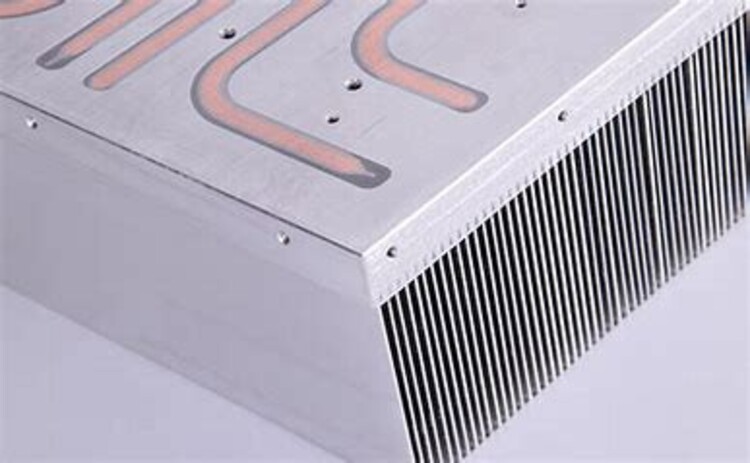
在上述两点确认后,冷板设计的重心基本就集中到了提高冷板与电芯的接触面积、调整流道设计,提高流体自身的效果上来。这种变化我们可以从法雷奥对于不同充电功率所需冷却效果(综合换热系数)的划分上对比来看。