温州热管散热器指导报价,型材散热器47×32×18.5





- 面议
- 2025-03-19 04:05:31
- 热管散热器
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
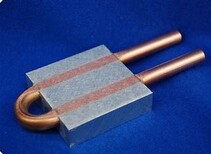
铜铝暖气片液冷散热器比纯铝得到更好的抗腐蚀、耐高压特性;2.纳米特镀层,成本费用低,耐蚀性,耐热性,耐磨性能远远基本表层处理方法;3.结构紧凑,转速高,传热集中化;4.大部分无模具费用造成,生产批量不受限制,成本费用低;5.漏油风险小,而且能够承受10kg/cm²之上压力。
新能源技术(充电设备)、新能源技术(车辆)、电力电子技术、开关电源(感应加热设备、电镀电源、后备电源整流器、变频电源、开关电源电路、品开关电源,激光发生器等)、IGBT、SVG、SVC、APF、MOS管、变频调速器、逆变电源、自动焊接设备、广播节目通信、仪表设备、控制箱、调功器、软起动、LED、电子器件、、铁路线、航空航天等。
在太阳能发电装置中,逆变电源的速度是确定太阳能电池电量和蓄电池容量的关键因素。因为一些确保太阳能逆变器收入稳定的关键因素,排热对太阳能逆变器至关重要。文瀚热量致力于太阳能逆变器的排热,运用自主研发的功率大的铲齿生产工艺流程,制造出率相对稳定的热管散热器,为太阳能逆变器的排热提供可靠的,获得了中国众多光伏企业的一致好评。
提升冷板的散热性能主要依靠: 1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。 2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。 3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。
水冷板的焊接方式有:氮气保护钎焊,真空钎焊,氩弧焊,搅拌摩擦焊等。焊接方式的选用与材质和产品的厚度有关,氮气保护钎焊和真空钎焊通常适用于产品壁薄,质量小的产品如热交换器,雷达天线等,焊接母材通常选用AL3003,AL4004,AL4045,AL4043等;氩弧焊接由于起弧温度高,加上有氩气保护,可以焊接任意形式铝材,但是由于氩焊温度高,焊接的母材需比较厚,焊接时容易产生局部变形,焊缝需要后加工处理,加工面有砂眼,裂纹等缺陷。氩焊通常采用手工操作,具有不稳定性。搅拌摩擦焊接特别适用于铝合金的焊接,具有缺陷率低、绿色环保的技术特点,是厚壁较大型的冷板制作的焊接工艺。以上无论何种焊接方式,焊缝周围都需要注意材料无杂质,否则影响焊接产生缺陷。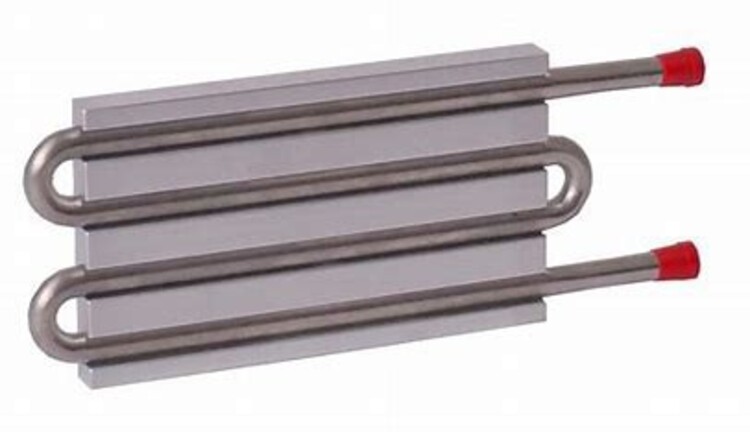
以某产品需要测试10kg/cm2为例,首件产品先通入2kg压力,保压10分钟,观察无异样,然后通入5kg,后才通入7kg,再至10kg。验证产品可以抵抗10kg压力后,后续测试依照2kg 3分钟,5kg 3分钟,10kg 10分钟测试(具体按照客户要求或者设计规格)
- 热管散热器
- 散热器
- 唐工



