孝感插片散热器大量供应,插片散热器基板开槽方法



1/6
- 面议
- 2024-11-04 07:24:17
- 插片散热器,散热插片器,插片散热器生产原..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
矫程中,要认真检查前后变化,操作规范,用力适当,严格产品质量。根据生产计划的要求合理定尺。切割时,锯齿进料速度不宜过快,以免伤到端头。端头夹紧,以去除飞边和毛边。
装篮要规范,包括合理摆放垫条,防止型材损坏。型材时效温度保持在190±5℃,保温2.5-4小时,出炉后进行风冷。
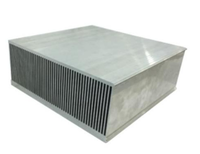
为了提高电子元件翅片散热器的散热性能,开发了插件式热管翅片散热器,并在自然对流和强制对流环境中进行了实验研究。实验结果表明,热管翅片散热器与传统散热器在自然对流环境下对热原温度的控制差异不明显,但随着加热功率的提高,热管翅片散热器的优势逐渐显现.热管翅散热器热原表面平均温度低于常规散热器.5℃左右;随着加热功率的增加,热管翅片传热性能的提高,热管翅片散热器热原表面的平均温度低于传统翅片散热器,证实热管翅片散热器更适合大功率设备的排热.通过提高翅片材料的导热系数,可以有效提高散热器的散热性能.
插齿作为传统的大功率散热器生产工艺,传统的铆接方式,但会导致配合间隙、牙齿松动等隐藏的排热风险,我们通过技术创新推出了各种介质连接新工艺,即选择高导热环氧粘接、钎焊、锡焊接,大大提高了排热的可靠性和稳定性,防止了风险。
- 插片散热器,散热插片器,插片散热器生产原..
- 散热器元器件
- 唐工
东吉(东莞)散热科技有限公司为你提供的“孝感插片散热器大量供应,插片散热器基板开槽方法”详细介绍



