湖州热管散热器厂家批发,投影机大功率型材散热





- 面议
- 2025-03-20 05:07:41
- 热管散热器
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
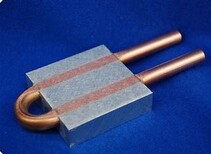
焊管工艺:适合铜板+铜管的方式,以此降低板材厚度起到减重效果。 双面夹管工艺:合两面安装器件,工艺简单成本低;铝板+铝管&铜管&不锈钢管。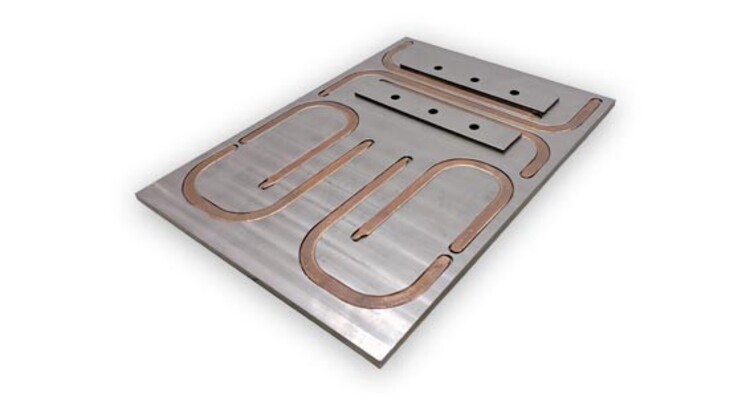
提升冷板的散热性能主要依靠: 1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。 2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。 3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。
水冷板的结构设计 1)材料。水冷板材料通常使用铝、铜、不锈钢等,其中以铝使用广泛。铝材料密度小,导热系数高,次于铜,而且三者当中为便宜,因此产品。 2)密封。水冷板的密封方式主要有O-Ring密封,焊接。O-Ring密封的方式适合在小压力的情况下,需要考虑O-ring的耐高温和耐老化问题;焊接可以使整个冷板形成一体性,具备很高的可靠性和耐久性。北京百明盛达科技发展有限公司目前主要提供焊接水冷板,焊接方法包括真空钎焊、搅拌摩擦焊接等。
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。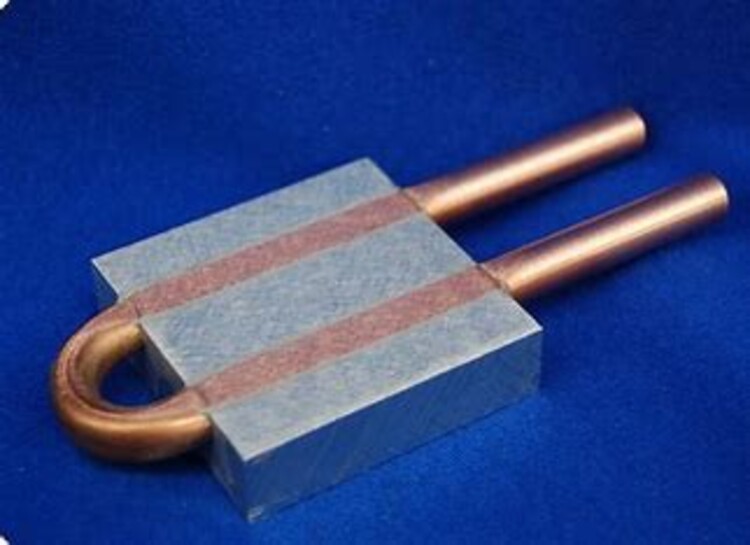
以某产品需要测试10kg/cm2为例,首件产品先通入2kg压力,保压10分钟,观察无异样,然后通入5kg,后才通入7kg,再至10kg。验证产品可以抵抗10kg压力后,后续测试依照2kg 3分钟,5kg 3分钟,10kg 10分钟测试(具体按照客户要求或者设计规格)
一般说来,水冷板为无风机设计,辅以动态、、智能化的冷却技术可以有效降低制冷能耗的成本,实现、准确的热量交换,其缺点是存在意外漏水的弊端,因此,对水冷板的加工制作工艺提出了很高的要求。 是一些大功率器件,如SVG、变频器、逆变器、IGBT等等,这些器件都可以使用水冷板散热器进行散热,而且散热效果非常好。
- 热管散热器
- 散热器
- 唐工


