海东插片散热器联系电话,插片散热器什么意思



1/6
- 面议
- 2025-02-12 06:58:40
- 插片散热器,散热插片器,插片散热器生产原..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
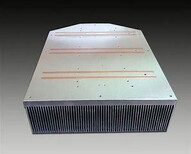
购买时,主要取决于焊接是否牢固,外观焊缝是否均匀,是否不均匀。但是,焊缝的平整度不能太强,因为过度抛光处理容易降低焊接位置的强度,导致渗水。
在模具试验或生产过程中,如果发现模具堵塞、偏齿、速度误差过大,应立即关闭,并以点退的形式卸载模具,防止模具报废。
在试模或生产过程中,出料口畅通,垫支或夹具的松动度应根据出料情况合理掌握。随时观察异常现象,及时处理。关机时应立即关机。
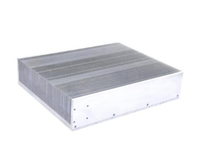
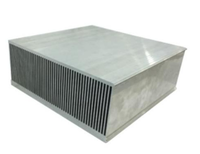
插齿作为传统的大功率散热器生产工艺,传统的铆接方式,但会导致配合间隙、牙齿松动等隐藏的排热风险,我们通过技术创新推出了各种介质连接新工艺,即选择高导热环氧粘接、钎焊、锡焊接,大大提高了排热的可靠性和稳定性,防止了风险。
在试模或生产过程中,出料口通畅,垫支或夹具松劲根据出料情况合理掌握。随时观察发现异常情况,及时处理,该停机时要立即停机。
矫程中,要认真检测前后变化,操作规范,用力适度,严保产品质量。
按照生产计划单要求合理定尺,锯切时,锯齿进料速度不能太快,避免打伤端头,端头钳正,去掉飞边和毛刺。
装筐要规范,包括垫条要摆放合理,避免损伤型材。
插片散热器温度控制在190±5℃,保温2.5-4小时,出炉后进行风冷。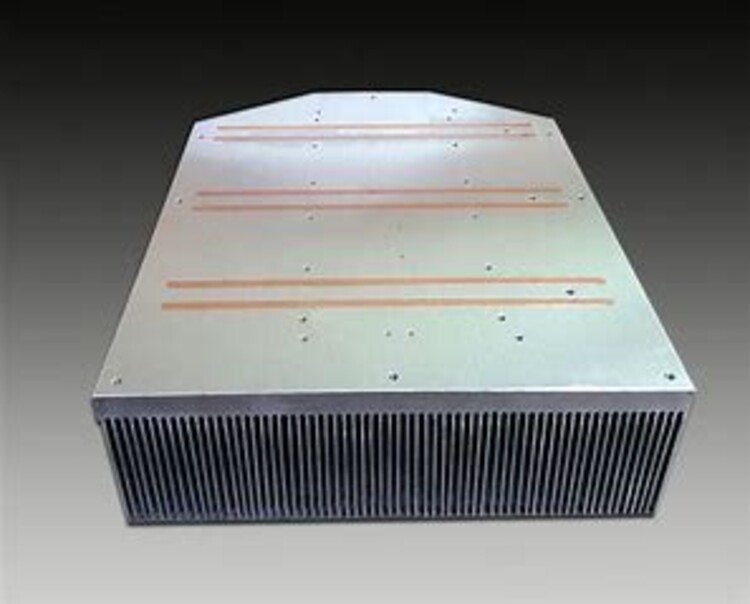
对于高密齿和舌比大的模具试模时,支铝棒是150-200mm的短铝棒或纯铝棒。
试模前,调整好挤压中心,挤、盛锭筒和模座出料口在一条中心线上。
在试模和正常生产过程中,铝棒加热温度要在480-520℃之间。
- 插片散热器,散热插片器,插片散热器生产原..
- 散热器元器件
- 唐工
东吉(东莞)散热科技有限公司为你提供的“海东插片散热器联系电话,插片散热器什么意思”详细介绍



