菏泽堆叠散热器厂家供应,堆封装散热问题




1/6
- 面议
- 2024-12-12 01:19:45
- 堆叠散热器,堆叠散热器厂家,堆叠散热器定..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
铝挤压散热器660°C在高温下融化,加热至450-500°C送入挤压机,在模具中挤压成型,一般材料选用AL6063规格,材料硬,耐久性长,由于其规格,Cu含量高,传导性强。铜含量的大小会直接影响散热器的导电性和散热效果。在设计中,Fin要考虑片的厚度,一般来说,要考虑片的厚度,fin片小余0.5mm,模具很难制作,太薄了fin板材促使模具间隙过小,使铝挤出无法达到应有的效果。
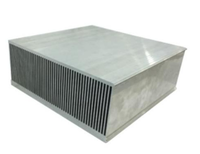
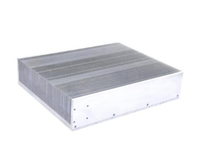
堆放式散热器及其散热器,散热器包括主板和互联件,主板边缘设有缺口和插座,插座相邻缺口底部,互联件连接到缺口底部,互联件包括延伸部分、第二延伸部分、支撑侧臂和扣部分,延伸部分垂直连接到缺口底部,延伸部分底部设有扣孔;第二延伸部分继续在延伸部分的顶部延伸;支撑侧臂包括承重板和插头板,承重板连接到延伸部分的侧面,承重板用于支撑堆叠在其上的相邻散热器的核心板,插头板连接到承重板的上部,插头板用于插入与堆叠在其上的相邻散热器的插头;扣部连接到第二延伸部分的侧面,用于与堆叠在其上的相邻散热器的扣孔紧密连接。本发明提供的散热器结构新颖,连接稳定可靠,工艺废料较少。
试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
- 堆叠散热器,堆叠散热器厂家,堆叠散热器定..
- 散热器
- 唐工
东吉(东莞)散热科技有限公司为你提供的“菏泽堆叠散热器厂家供应,堆封装散热问题”详细介绍



