东吉(东莞)散热科技有限公司
 第3年
第3年

 第3年
第3年 
第3年

来源:东吉(东莞)散热科技有限公司 时间:2025-03-28 00:17:08 [举报]
冷锻散热器基板(底板)与鳍片一体成型,之间无间隙。基板的热量可以不隔离地传递到散热鳍片上。汽车铝零件和纤维焊接零件,通过汽车加工铆接或纤维焊接工铆接或纤维焊接在一起,之间有间隙;产生间接热阻,同时使用灯具,也会导致间隙和增加,会增加热阻,不利于热传导。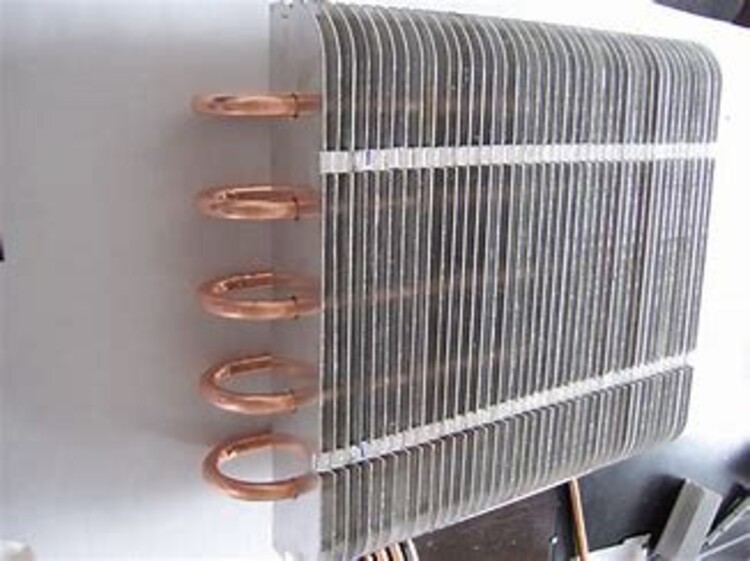
工艺特点
高传导性.高散热性外,进口CNC加工中心充分了、更持久的尺寸.质量稳定.表面易于处理。根据测量,纯铝冷锻的散热性能是同类压铸产品的两倍.目前大功率是同类型铝型材车制产品的两倍LED照明设备散热的佳解决方案。
冲压是对薄板的冷挤压加工,
冷锻是材料再结晶温度以内的成型加工,
热锻是材料再结晶温度以上的成型加工,
压铸和注塑相比,液化金属在模具中冷却成型
铝挤压是将液体金属通过金属模具分离挤压而成的
由于工况极端,模具的使用寿命与设计中使用的材料有关。
对于尺寸精度,于设计要求。一般来说,铝挤压高,压铸和冷锻也高。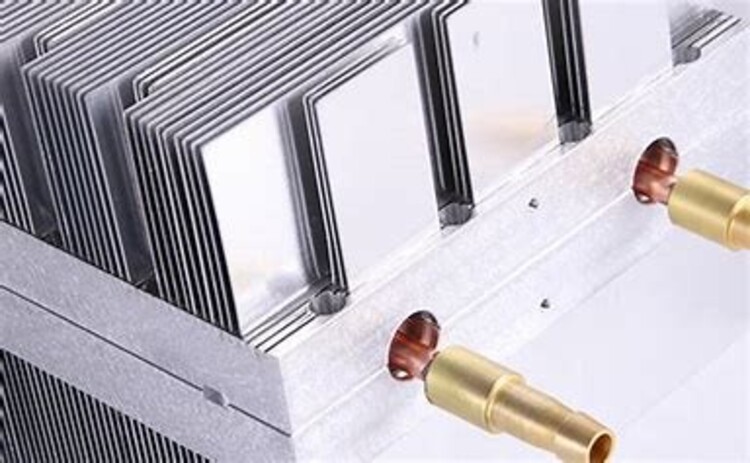
水冷板的焊接方式有:氮气保护钎焊,真空钎焊,氩弧焊,搅拌摩擦焊等。焊接方式的选用与材质和产品的厚度有关,氮气保护钎焊和真空钎焊通常适用于产品壁薄,质量小的产品如热交换器,雷达天线等,焊接母材通常选用AL3003,AL4004,AL4045,AL4043等;氩弧焊接由于起弧温度高,加上有氩气保护,可以焊接任意形式铝材,但是由于氩焊温度高,焊接的母材需比较厚,焊接时容易产生局部变形,焊缝需要后加工处理,加工面有砂眼,裂纹等缺陷。氩焊通常采用手工操作,具有不稳定性。搅拌摩擦焊接特别适用于铝合金的焊接,具有缺陷率低、绿色环保的技术特点,是厚壁较大型的冷板制作的焊接工艺。以上无论何种焊接方式,焊缝周围都需要注意材料无杂质,否则影响焊接产生缺陷。
检验压力测试系统的安全性,设置泄压阀。为防止水压机或水管漏水,测试的地方需要注意漏电保护。一般说来,水冷板为无风机设计,辅以动态、、智能化的冷却技术可以有效降低制冷能耗的成本,实现、准确的热量交换,其缺点是存在意外漏水的弊端,因此,对水冷板的加工制作工艺提出了很高的要求。
是一些大功率器件,如SVG、变频器、逆变器、IGBT等等,这些器件都可以使用水冷板散热器进行散热,而且散热效果非常好。
推动水冷板不断迭代和发展的一个重要因素是:提高导热效率。
提高导热效率通常有以下几种方案:
(1)提高冷板与电芯的接触面积;
(2)提高冷板与电芯之间界面的导热率;
(3)提高冷板自身(材料)的导热性能;
(4)调整流道设计,提高流体自身的换热效果;
(5)不同冷板布置方案。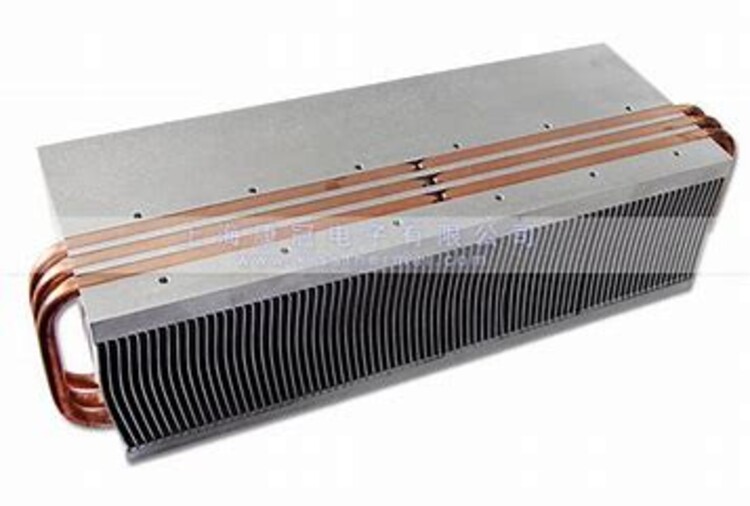
冲压流道和凸包这种大平板式的冷板设计迎合了当前快充和大模组、CTP的设计思路,是当前的主要应用趋势。另外,根据是否存在模组、界面材料TIM、箱体和电芯,这4者与冷板的位置来划分,冷板至少有6种的布置方案,其中箱体集成水冷板是目种比较受欢迎的设计思路。
标签:冷锻散热器,冷锻散热器联系电话,嘉兴冷锻散热器,冷锻散热器厂商