东吉(东莞)散热科技有限公司
 第3年
第3年

 第3年
第3年 
第3年

来源:东吉(东莞)散热科技有限公司 时间:2025-03-28 06:22:50 [举报]
选择铝型材散热器,好选择高压铸铝模块组合散热器。这个散热器是一个整体压铸成型,所以没有焊接渗水问题。此外,其大的优点是产品不受社区供暖系统的限制,即使在开放式锅炉系统中也可以避免氧气腐蚀因为模块组合设计的选择,一旦室内温度不够,也可以在第二年安装.为了满足自己的需求,两片不需要像钢散热器一样更换整组暖气。
由于铝型材散热器的水质要求与钢不同,应避免铝散热器与其他材料的混合和安装
不同工艺的型材散热器是为了满足不同的工业生产需求,因此各有优缺点。以下主要阐述了四种常见型材散热器的代表性工艺特点。
1.挤压铝型材:翅片和基板是一体的。不会拼凑,散热器内部导热均匀.导热系数高。缺点是受加工工艺的限制,散热器尺寸和翅片之间的距离受到限制.薄厚.高片受限。
2.半挤压铝型材.半插件式:由于挤压铝型材的工艺有限,薄片间距不能太窄。两片之间的插件方法中插入一片铝片,并用压力机夹紧固定。由于大约一半的翅片是插入的,而且铝片与底板不集成,因此传热系数不如一个。热阻略大于纯挤压铝型材。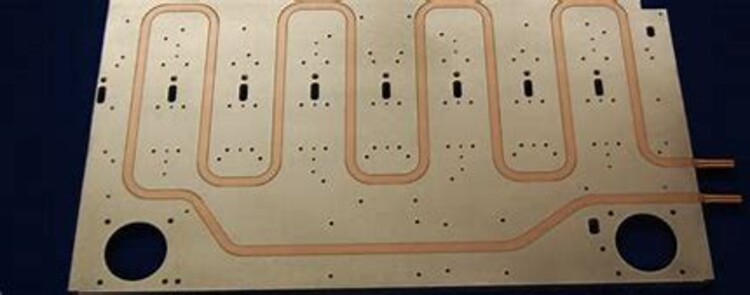
冷板(chillplate, Cold plate)是作为水冷散热系统对热影响很关键的一个部件,热设计的目的就是要在有限的空间内通过对产品流道的合理布置从而有效的降低冷板的热阻。布置流道就是要在客户的限制条件下如冷板的尺寸,流体的流量,流体特质Pump的P-Q,产品使用的环境等,满足散热性能。
水冷板的焊接方式有:氮气保护钎焊,真空钎焊,氩弧焊,搅拌摩擦焊等。焊接方式的选用与材质和产品的厚度有关,氮气保护钎焊和真空钎焊通常适用于产品壁薄,质量小的产品如热交换器,雷达天线等,焊接母材通常选用AL3003,AL4004,AL4045,AL4043等;氩弧焊接由于起弧温度高,加上有氩气保护,可以焊接任意形式铝材,但是由于氩焊温度高,焊接的母材需比较厚,焊接时容易产生局部变形,焊缝需要后加工处理,加工面有砂眼,裂纹等缺陷。氩焊通常采用手工操作,具有不稳定性。搅拌摩擦焊接特别适用于铝合金的焊接,具有缺陷率低、绿色环保的技术特点,是厚壁较大型的冷板制作的焊接工艺。以上无论何种焊接方式,焊缝周围都需要注意材料无杂质,否则影响焊接产生缺陷。
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。
水冷板的强度。采用深孔加工,或者尽量小面积焊接是提高强度的方法;可以分多处小块焊接,尽量避免大面积盖板焊接
水冷板的承压和泄漏测试
依照客户规格对产品性能进行测试
承压和泄露测试。水冷板通常要求产品测试压力为正常使用压力的2~3倍,保压时间一般在15~120min之间。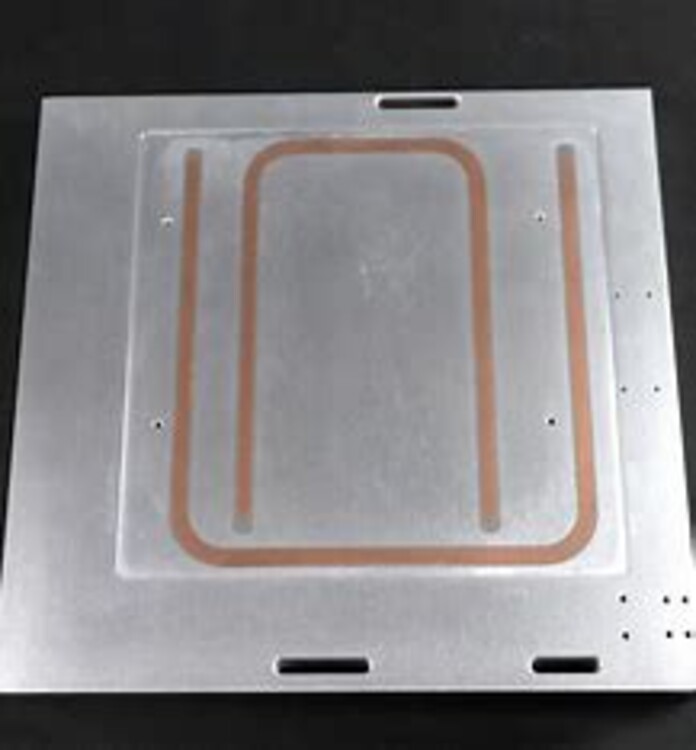
在产品首批测试的时候,由于无法知道产品确切的能抗多少压力,所以测试的时候不可一次性将产品内通入大的压力,可以逐步从低压(20%,50%测试压力)往产品内通入介质,保压3~5分钟,观察产品是否变形、泄露,后增加至测试压力,观察是否泄露变形,产品在无法抵抗压力爆裂前都会变形,可以通过量块检查平面度来检测。
以某产品需要测试10kg/cm2为例,首件产品先通入2kg压力,保压10分钟,观察无异样,然后通入5kg,后才通入7kg,再至10kg。验证产品可以抵抗10kg压力后,后续测试依照2kg 3分钟,5kg 3分钟,10kg 10分钟测试(具体按照客户要求或者设计规格)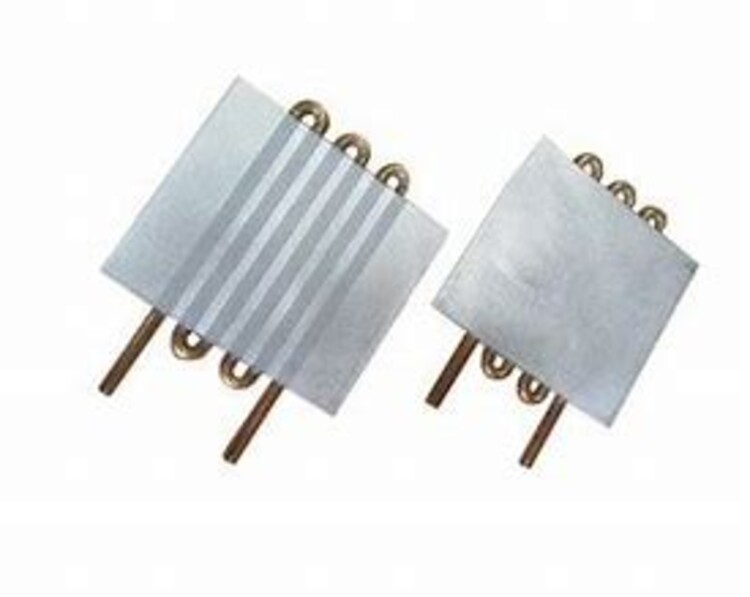
在上述两点确认后,冷板设计的重心基本就集中到了提高冷板与电芯的接触面积、调整流道设计,提高流体自身的效果上来。这种变化我们可以从法雷奥对于不同充电功率所需冷却效果(综合换热系数)的划分上对比来看。
标签:台湾型材散热器,型材散热器指导报价,型材散热器欢迎咨询,型材散热器市场报价