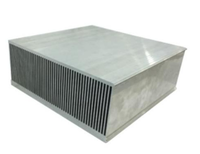
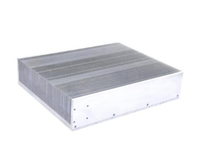
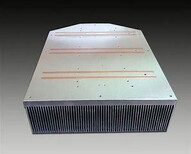
宁德插片散热器厂商,散热片插针散热器



1/6
- 面议
- 2024-09-03 00:58:08
- 插片散热器,散热插片器,插片散热器生产原..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
购买时,主要取决于焊接是否牢固,外观焊缝是否均匀,是否不均匀。但是,焊缝的平整度不能太强,因为过度抛光处理容易降低焊接位置的强度,导致渗水。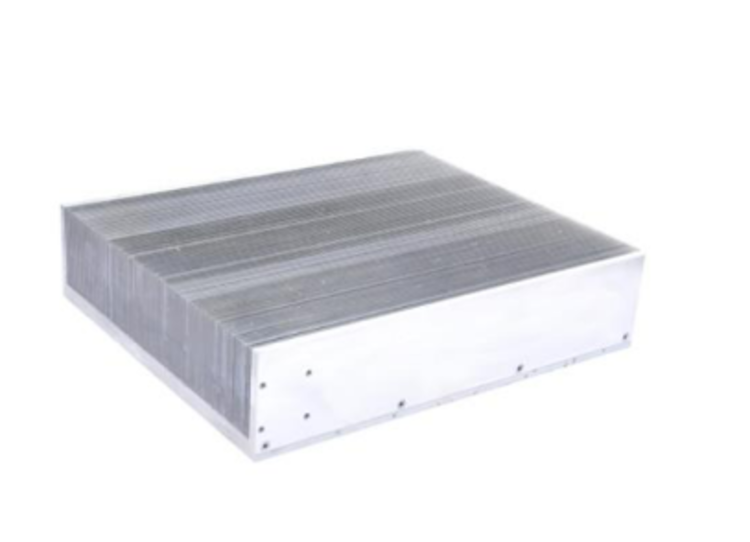
,在试模高密齿和舌比大的模具时,个铝锭是150-200mm短铝锭或纯铝棒。
二、试模前,在中心线上调整挤压中心、挤、盛锭筒和模座出料口。
三、铝锭在试模和正常生产过程中的加热温度应在480-520℃之间。
四、模具加热温度按常规模具温度保持在480℃上下,直径200mm如果分离模保温超过3小时,平模保温时间不得少于2小时;直径大于200mm以上模具保温4-6小时,确保模具芯温度与外部温度对称。
五、试模或生产前,用清缸垫清洗盛锭筒内胆,检查挤压机空运行是否正常。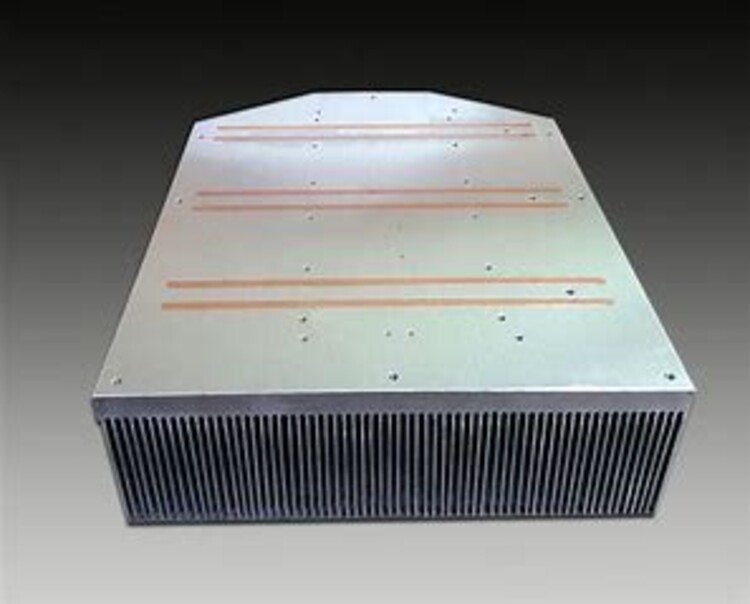
矫程中,要认真检查前后变化,操作规范,用力适当,严格产品质量。根据生产计划的要求合理定尺。切割时,锯齿进料速度不宜过快,以免伤到端头。端头夹紧,以去除飞边和毛边。
装篮要规范,包括合理摆放垫条,防止型材损坏。型材时效温度保持在190±5℃,保温2.5-4小时,出炉后进行风冷。
- 插片散热器,散热插片器,插片散热器生产原..
- 散热器元器件
- 唐工
东吉(东莞)散热科技有限公司为你提供的“宁德插片散热器厂商,散热片插针散热器”详细介绍


