东吉(东莞)散热科技有限公司
 第2年
第2年

 第2年
第2年 
第2年

来源:东吉(东莞)散热科技有限公司 时间:2024-11-04 01:15:33 [举报]
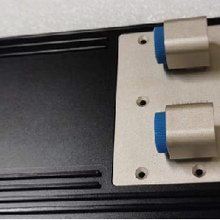
混合摩擦焊接是一种纯机械、连续的固相连接方法。在混合摩擦焊接过程中,混合头转入焊机,混合头与焊接材料之间的摩擦产生摩擦热,使材料热塑性。当混合头向前移动焊接界面时,热塑性材料从混合头的前部转移到后部,在混合头的机械锻造下实现工件之间的固相连接。摩擦焊接工艺广泛应用于液体冷板的生产,东吉散热是冷板混合摩擦焊接的。摩擦焊接冷板可达到相同的厚度,但大于嵌入管的流量,并进一步降低热阻。特别是在处理复杂的流动通道和一些高、低流动通道时,它更灵活。该公司的大混合摩擦焊接尺寸可达到1500个*1500mm,焊接深层为26mm。该材料适用于铝、铜等。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。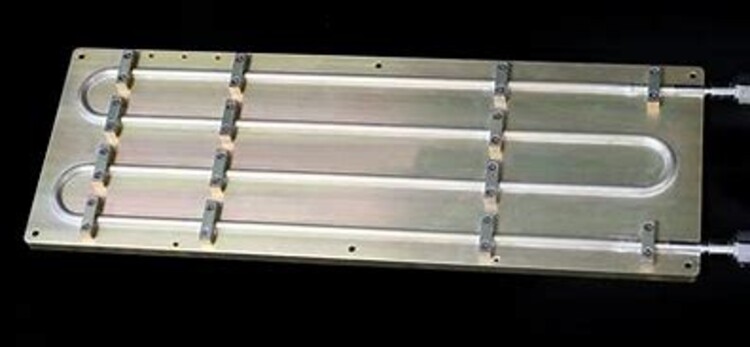
与传统熔焊相比,摩擦焊接具有焊接接头质量高、焊接强度高、基材材料强度高、焊接、质量稳定、一致性好、异质材料焊接等特点。
采用摩擦焊接的散热器可以处理高倍率超宽型材的技术瓶颈。超宽结构高密度型材采用两个或两个以上型材拼凑而成,模具开发成本低,周期短,稳定性高;依托R&D部门长期积累的数据,我们开发了多种标准型材,不断增加标准型材产品库,为用户提供更多拼凑方案。
铝合金液冷板窄台阶搭接搅拌摩擦焊工艺.冷板基材为6063铝合金,盖板材料A21铝合金.根据不同的焊接深度和窄台阶冷板,制定了窄搭接混合头,降低了轴肩总宽度和焊接压力,增加了材料的流动性.研究发现,4-2(焊缝深度可以通过改善搅拌头的尺寸和工艺参数来实现–台阶宽度,mm),窄搭接混合摩擦焊接6-4和9-6,焊接过程中定位预焊可以有效防止焊缝S型曲线的产生,前侧为6063或3A21时可以建立良好的焊缝。
目前,在基础研究、工程技术、设备制造等方面,搅拌摩擦焊正在迅速发展。面对航空航天工业领域的发展计划和需求牵引,搅拌摩擦焊将在未来几年迎来快速发展和应用的高峰.搅拌、摩擦、焊接的应用和推广将提高毛巾囤积工业中铝合金、镁合金等轻合金材料的连接技术实力,进一步增强中国工业产品的竞争力。
铜铝暖气片液冷散热器比纯铝得到更好的抗腐蚀、耐高压特性;2.纳米特镀层,成本费用低,耐蚀性,耐热性,耐磨性能远远基本表层处理方法;3.结构紧凑,转速高,传热集中化;4.大部分无模具费用造成,生产批量不受限制,成本费用低;5.漏油风险小,而且能够承受10kg/cm²之上压力。
标签:绍兴摩擦搅拌焊散热器,摩擦搅拌焊散热器现货,摩擦搅拌焊散热器批发,摩擦搅拌焊散热器厂商