关键词 |
冷锻散热器,冷锻散热器联系电话,潮州冷锻散热器,冷锻散热器厂家电话 |
面向地区 |
全国 |
冷板(chillplate, Cold plate)是作为水冷散热系统对热影响很关键的一个部件,热设计的目的就是要在有限的空间内通过对产品流道的合理布置从而有效的降低冷板的热阻。布置流道就是要在客户的限制条件下如冷板的尺寸,流体的流量,流体特质Pump的P-Q,产品使用的环境等,满足散热性能。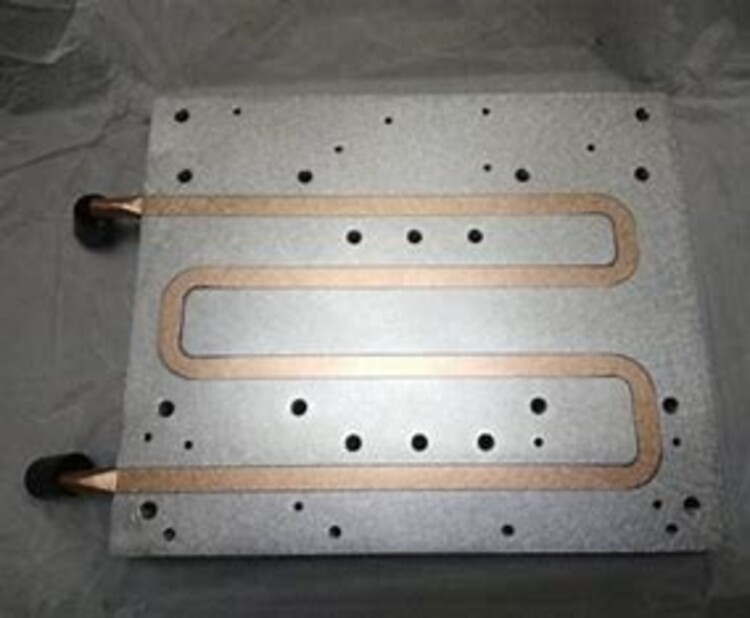
提升冷板的散热性能主要依靠:
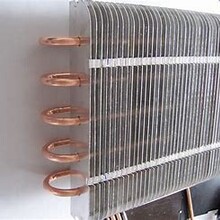
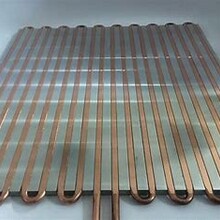
1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。
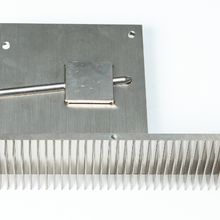
2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。
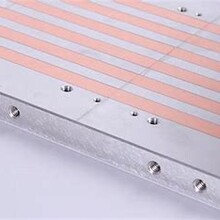
3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。
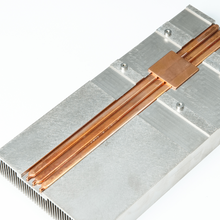
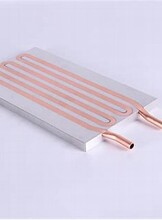
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。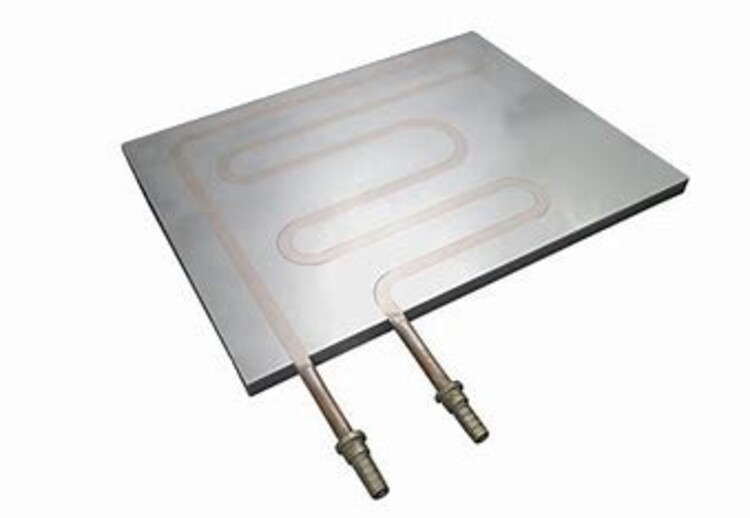
焊接设计要注意:
Ø采用氩弧焊接需要开适合焊接的斜坡口;
Ø钎焊、搅拌摩擦焊需要严格控制焊缝的间隙,间隙在0.05~0.10mm之间;
Ø无论何种焊接方式对焊料的选择都焊料与母材的材质相近,否则因产品处于盐溶液当中产生原电池反应腐蚀焊缝。
Ø对于焊接会产生变形,焊接前产品需对厚度留有余量,以免后加工使产品尺寸无法
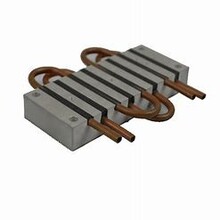
水冷板的强度。采用深孔加工,或者尽量小面积焊接是提高强度的方法;可以分多处小块焊接,尽量避免大面积盖板焊接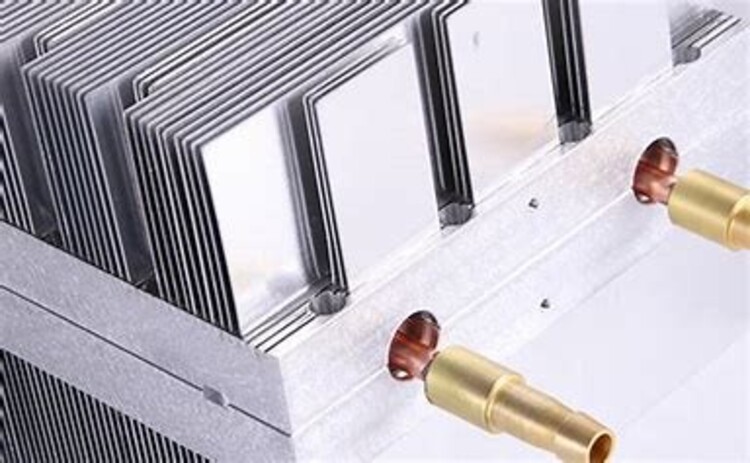
以某产品需要测试10kg/cm2为例,首件产品先通入2kg压力,保压10分钟,观察无异样,然后通入5kg,后才通入7kg,再至10kg。验证产品可以抵抗10kg压力后,后续测试依照2kg 3分钟,5kg 3分钟,10kg 10分钟测试(具体按照客户要求或者设计规格)
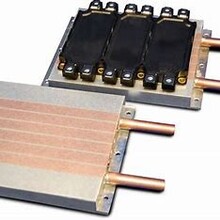
检验压力测试系统的安全性,设置泄压阀。为防止水压机或水管漏水,测试的地方需要注意漏电保护。一般说来,水冷板为无风机设计,辅以动态、、智能化的冷却技术可以有效降低制冷能耗的成本,实现、准确的热量交换,其缺点是存在意外漏水的弊端,因此,对水冷板的加工制作工艺提出了很高的要求。
是一些大功率器件,如SVG、变频器、逆变器、IGBT等等,这些器件都可以使用水冷板散热器进行散热,而且散热效果非常好。
————— 认证资质 —————
全国冷锻散热器热销信息