关键词 |
摩擦搅拌焊散热器批发,摩擦搅拌焊散热器报价,摩擦搅拌焊散热器报价,摩擦搅拌焊散热器批发 |
面向地区 |
全国 |
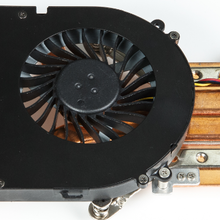
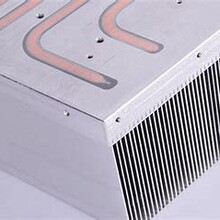
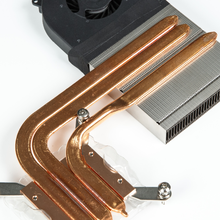
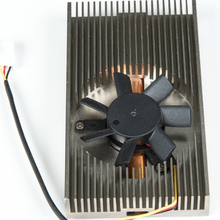
摩擦焊接散热器采用两种相同或不同的型材(一般为铝型材或铝合金),(摩擦焊机)采用摩擦焊接工艺焊接,实现超宽结构和密度,满足大功率散热需求。摩擦焊接散热器的形状与型材散热器相同,但尺寸更大,散热功率更高。
与传统熔焊相比,摩擦焊接具有焊接接头质量高、焊接强度高、基材材料强度高、焊接、质量稳定、一致性好、异质材料焊接等特点。
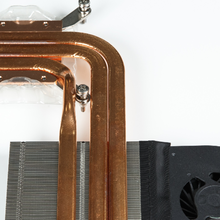
液体冷却散热器的混合摩擦焊接工艺,包括检查盖板的质量和外观;将盖板放入基板台阶中;选择固或自动压力夹避免或两种固定操作固定在基板槽内;选择混合摩擦焊接方式进行焊接;铲毛边;从焊接设备的夹具上拆卸合适的盖板和基材;进行表面研磨处理;冷却处理,然后进行气密性检测;对气密性检测合格的产品进行激光编码、抽样检查和包装;本发明通过选择固或自动压力夹避免或两个固定操作,将盖板固定在基中,确保焊接质量和,可防止盖板在焊接过程中移动和翘曲,并可节省预焊过程,确保盖板在焊接过程中不会产生位移,翘曲和基底接触不真实,从而提高焊接质量的稳定性.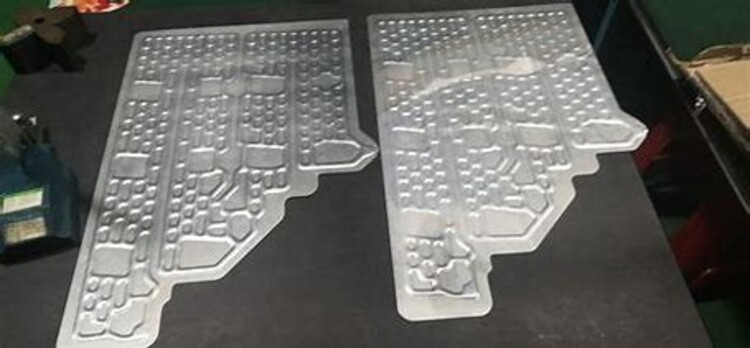
铝合金液冷板窄台阶搭接搅拌摩擦焊工艺.冷板基材为6063铝合金,盖板材料A21铝合金.根据不同的焊接深度和窄台阶冷板,制定了窄搭接混合头,降低了轴肩总宽度和焊接压力,增加了材料的流动性.研究发现,4-2(焊缝深度可以通过改善搅拌头的尺寸和工艺参数来实现–台阶宽度,mm),窄搭接混合摩擦焊接6-4和9-6,焊接过程中定位预焊可以有效防止焊缝S型曲线的产生,前侧为6063或3A21时可以建立良好的焊缝。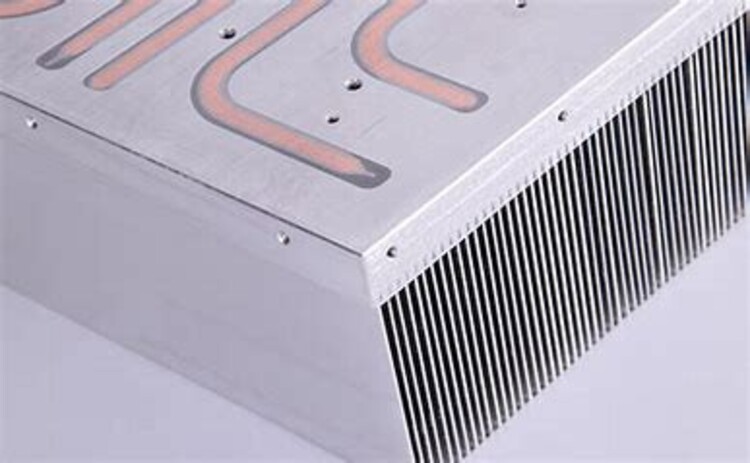
与传统熔焊相比,搅拌摩擦焊在轻质材料连接方面具有明显的技术优势.随着新能源汽车的发展,为了达到更高的轻量化水平,提高车辆的续航里程,轻质材料得到了更多的应用.目前,搅拌摩擦焊已广泛应用于新能源汽车的三电系统,如电池包箱、液冷板、电机外壳、电控外壳等.随着全铝车身的发展,预计混合摩擦焊接将在车身连接中得到广泛的应用.
运用挤压工艺将冷轧钢板过流道立即成形,然后通过机加工方法连通循环系统,一般采用摩擦焊接、纤焊电焊焊接等焊接方法开展密封性,此加工工艺生产,成本费用低;不太适合排热相对密度太大,表层不适宜过多螺丝口而限定水路迈向或减少稳定性。广泛应用于:动力锂电池水冷式散热加热系统、分水镇盒及其规范功率模块一体化排热商品。

————— 认证资质 —————
全国摩擦搅拌焊散热器热销信息