





关键词 |
泰州型材散热器,型材散热器现货,型材散热器指导报价,型材散热器联系电话 |
面向地区 |
全国 |
铝型材散热器主要采用高压铸铝和拉伸铝合金焊接。其主要优点是: ①铝型材散热器散热性好的散热性能和明显的节能特性。在同一个房间里,如果使用相同规格的散热器,铝铸件的数量将少于钢。 ②铝型材散热器具有良好的抗氧化和耐腐蚀性,无需添加任何添加剂。其原理是,一旦铝在空气中遇到氧气,它就会产生一层氧化膜,这种氧化膜既坚韧又致密,从而防止自身材料的进一步腐蚀。
选择铝型材散热器,好选择高压铸铝模块组合散热器。这个散热器是一个整体压铸成型,所以没有焊接渗水问题。此外,其大的优点是产品不受社区供暖系统的限制,即使在开放式锅炉系统中也可以避免氧气腐蚀因为模块组合设计的选择,一旦室内温度不够,也可以在第二年安装.为了满足自己的需求,两片不需要像钢散热器一样更换整组暖气。
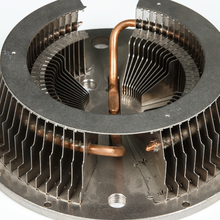
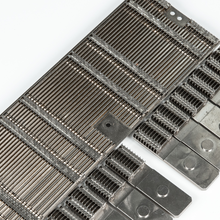
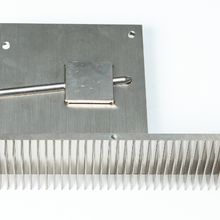
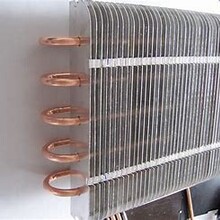
由于铝型材散热器的水质要求与钢不同,应避免铝散热器与其他材料的混合和安装 不同工艺的型材散热器是为了满足不同的工业生产需求,因此各有优缺点。以下主要阐述了四种常见型材散热器的代表性工艺特点。 1.挤压铝型材:翅片和基板是一体的。不会拼凑,散热器内部导热均匀.导热系数高。缺点是受加工工艺的限制,散热器尺寸和翅片之间的距离受到限制.薄厚.高片受限。 2.半挤压铝型材.半插件式:由于挤压铝型材的工艺有限,薄片间距不能太窄。两片之间的插件方法中插入一片铝片,并用压力机夹紧固定。由于大约一半的翅片是插入的,而且铝片与底板不集成,因此传热系数不如一个。热阻略大于纯挤压铝型材。
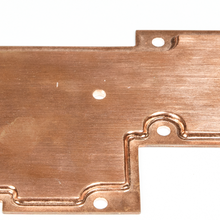
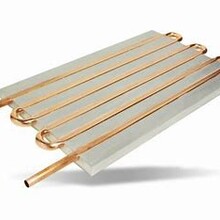
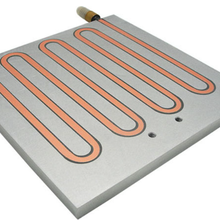
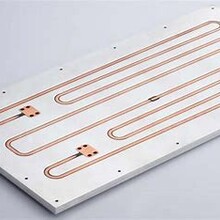
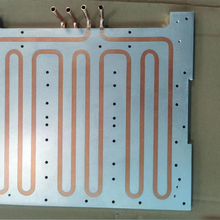
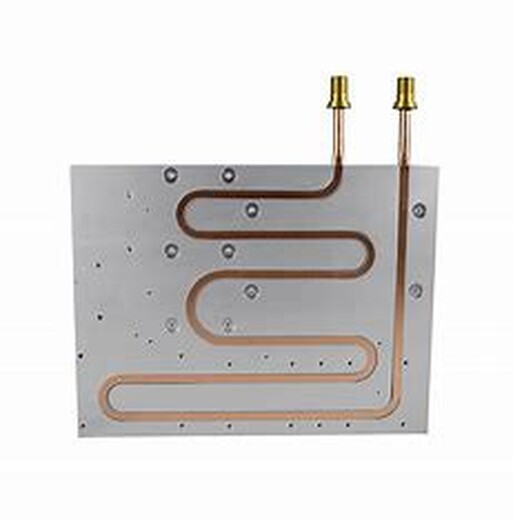
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。
水冷板的强度。采用深孔加工,或者尽量小面积焊接是提高强度的方法;可以分多处小块焊接,尽量避免大面积盖板焊接 水冷板的承压和泄漏测试 依照客户规格对产品性能进行测试 承压和泄露测试。水冷板通常要求产品测试压力为正常使用压力的2~3倍,保压时间一般在15~120min之间。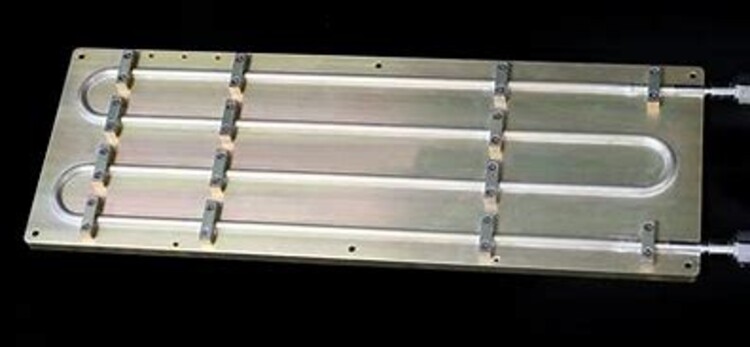
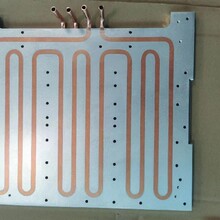
推动水冷板不断迭代和发展的一个重要因素是:提高导热效率。 提高导热效率通常有以下几种方案: (1)提高冷板与电芯的接触面积; (2)提高冷板与电芯之间界面的导热率; (3)提高冷板自身(材料)的导热性能; (4)调整流道设计,提高流体自身的换热效果; (5)不同冷板布置方案。

————— 认证资质 —————
全国型材散热器热销信息